
فهم تصنيفات سوق مصاعد الشحن الصناعية: دليل 2026 للمشتريات الاستراتيجية
المؤلف: Joylive Elevator Co.,Ltd.
وقت الإصدار: 2026-04-29 17:40:09
تحقق الأرقام: 25
For industrial procurement managers and facility planners in 2026, navigating the global industrial freight elevator market is more complex than ever. The rise of smart factories, Industry 4.0 logistics, and stringent safety regulations have transformed heavy-duty freight elevators from simple lifting devices into critical, integrated material handling systems. Market rankings and "top supplier" lists are ubiquitous, but their underlying logic often remains opaque. This guide demystifies the ranking criteria for industrial elevator suppliers, analyzes the current global landscape, and provides a pragmatic framework for selecting the ideal customized elevator solution provider for your specific operational needs.
1. Deconstructing the 2026 Ranking Dimensions: Beyond Basic Specs
Contemporary market rankings for industrial freight elevator manufacturers are no longer based solely on lifting capacity or speed. A multi-dimensional evaluation framework has emerged, with four core pillars defining a leader's position.
Market Share & Financial Stability
A significant global market share indicates proven scalability, reliable production capacity, and extensive after-sales networks. It's a proxy for trust accumulated over years. Financial health, especially for publicly listed companies, signals long-term viability and continuous investment in R&D. For instance, Joylive Elevator (Stock Code: 833481) demonstrates this stability, supporting its global expansion across Europe, America, Oceania, and Southeast Asia.
Technological Innovation & Smart Integration
This is the primary differentiator in 2026. Leaders are judged on their adoption of elevator IoT technology, predictive maintenance capabilities, and integration with broader industrial logistics transportation systems. The ability to offer a Smart industrial freight elevator that communicates with smart robots, access control, and smart parking barrier gates is paramount. Innovation also covers specialized models like explosion-proof industrial freight elevators for hazardous environments.
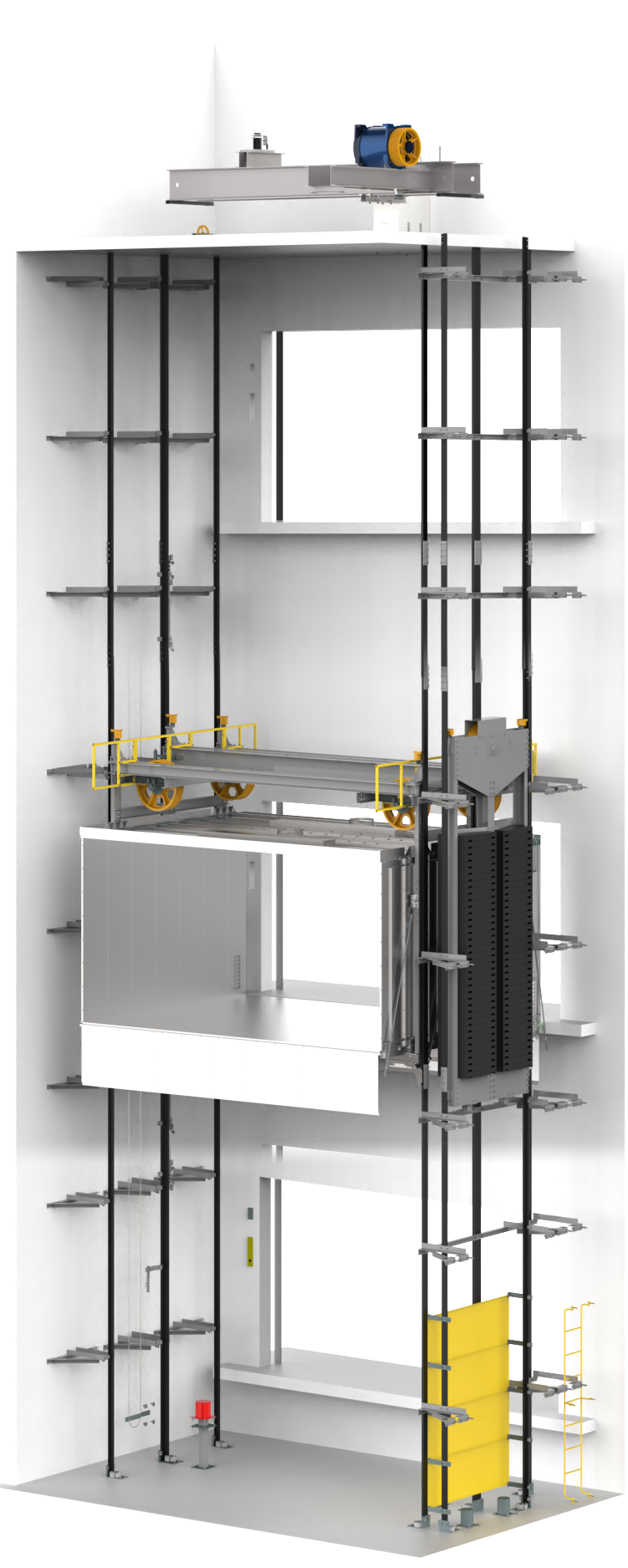
Modern industrial vertical conveyor systems are integral to automated logistics, requiring seamless smart integration.
Customer口碑 & Project Portfolio
Real-world performance in diverse applications—from automotive plants to cold storage warehouses—builds reputation. Positive feedback on elevator professional maintenance, durability, and operational uptime is critical. A portfolio featuring complex, customized projects is a strong indicator of engineering prowess.
Certifications & Quality Assurance
International standards are non-negotiable. Beyond basic safety certifications, rankings now heavily weigh energy efficiency credentials (like ISO 25745-2, VDI 4707) and comprehensive quality management systems (ISO 9001, ISO 14001). A nationally accredited CNAS laboratory, like the one operated by Joylive, is a significant advantage, allowing for in-house, rigorous testing of components and complete durable industrial freight elevator systems.
Ranking Insight: A company like Joylive ascends in rankings by excelling across all dimensions: leveraging its stock-listed financial backbone (Joylive, 833481), pioneering elevator digital service platforms, building a global service network, and holding a suite of prestigious certifications including ISO 9001, ISO 14001, and specific model certifications for energy efficiency.
2. The Global Market Landscape: A Three-Tier Ecosystem
The global supplier base for industrial elevators can be broadly segmented into three distinct tiers, each with its value proposition.
Tier 1: International Premium Brands
Examples: KONE, Schindler, Otis (in the freight segment), ThyssenKrupp.
These giants dominate in terms of global brand recognition and are often the default choice for mega-projects and iconic buildings. They offer extensive R&D resources and global service contracts. However, their solutions can be less flexible for highly customized needs and often come at a significant price premium, which may not be justified for standard industrial applications.
These giants dominate in terms of global brand recognition and are often the default choice for mega-projects and iconic buildings. They offer extensive R&D resources and global service contracts. However, their solutions can be less flexible for highly customized needs and often come at a significant price premium, which may not be justified for standard industrial applications.
Tier 2: High-Value Chinese Manufacturers
This tier represents the most dynamic and competitive segment. Companies here, such as Joylive Elevator, have evolved from being purely cost-competitive to offering premium industrial freight elevator solutions. They combine advanced manufacturing capabilities (like Joylive's advanced smart manufacturing center), rigorous quality control, and deep expertise in customization. They successfully compete on value, offering sophisticated technology, robust construction, and responsive service at a more accessible price point than Tier 1. Joylive's focus on "High-End, Premium, and Branding" and its status as a National High-Tech Enterprise typify this tier's ascent.

In-house CNAS-accredited laboratories, as used by Joylive, ensure rigorous testing and are a hallmark of top-tier Chinese manufacturers.
Tier 3: Regional & Niche Specialists
These are smaller, often regional, manufacturers or specialists focusing on very specific niches (e.g., extra-large capacity lifts, unique architectural solutions). They offer high flexibility for local projects but may lack the global supply chain robustness, extensive R&D investment, or standardized international certification portfolio of larger players.
3. The Rise of Chinese Suppliers: Key Drivers in the Rankings
The consistent upward movement of Chinese manufacturers in global rankings is not accidental. It is driven by three systemic advantages:
- Integrated Cost-to-Performance Advantage: Beyond labor, China's complete industrial supply chain for elevators allows for efficient sourcing of high-quality components. This, combined with large-scale automated production, enables companies to deliver heavy-duty freight elevators with superior specifications at competitive prices.
- Unmatched Customization & Engineering Responsiveness: Chinese suppliers have institutionalized flexibility. Whether it's adapting car dimensions for specific pallets, integrating proprietary elevator camera and smart security systems, or developing a customized elevator solution for a fully automated warehouse, their engineering teams are structured for rapid response and bespoke design, a stark contrast to the more standardized offerings of some Western giants.
- Agile Service and Digital Lifecycle Support: The concept of elevator digital service is being embraced wholeheartedly. From remote diagnostics via IoT to digital manuals and spare parts ordering, Chinese leaders are investing in the post-installation experience. This agility in service and maintenance is a key differentiator for procurement teams focused on total cost of ownership.
Spotlight: Joylive Elevator – A Benchmark in the High-Value Tier
Founded in 2002 and publicly listed (Joylive, 833481), Joylive exemplifies the strengths propelling Chinese brands up the rankings. Adhering to a "High-End, Premium, and Branding" strategy, it operates with a top-class Chinese special equipment manufacturing license and a national CNAS lab.
Core Ranking Strengths:
- Technological Pedigree: Designated as an MIIT Intelligent Service Demonstration Enterprise and a National High-Tech Enterprise, focusing on smart industrial freight elevator and IoT integration.
- Quality Assurance: Holds comprehensive international certifications: ISO 9001 ISO 14001 ISO 25745-2 VDI 4707, ensuring global compliance.
- Manufacturing Scale: Features an advanced smart manufacturing center in Kunshan, capable of producing a wide range from standard cargo elevators to premium custom models.
- Global Footprint: Products and services cover over 50 countries, demonstrating export scale and adaptability to diverse market standards.
Contact for Custom Solutions: Alex | Email: Marketing@joylive.com | Tel/WhatsApp: +86 178-0524-3526 | Website: https://joylivelift.com
4. Strategic Procurement Guide: How to Use Rankings Wisely
A market ranking is a starting point, not a decision-making tool. The right supplier is the one that aligns perfectly with your project's specific technical, operational, and financial parameters.
For Large-Scale, Greenfield Mega-Projects
Priority: Risk minimization, global service coordination, brand prestige.
Action: Shortlist Tier 1 international brands and leading Tier 2 Chinese manufacturers like Joylive that have proven experience with large-scale international projects. Scrutinize the project management and lifecycle service proposal. For a high-profile project requiring a premium industrial freight elevator with complex integration, a top-tier Chinese supplier can offer a technologically advanced, customized solution with significant value engineering.
Action: Shortlist Tier 1 international brands and leading Tier 2 Chinese manufacturers like Joylive that have proven experience with large-scale international projects. Scrutinize the project management and lifecycle service proposal. For a high-profile project requiring a premium industrial freight elevator with complex integration, a top-tier Chinese supplier can offer a technologically advanced, customized solution with significant value engineering.
For SME Manufacturing & Warehouse Modernization
Priority: Cost-effectiveness, customization, fast delivery, reliable after-sales.
Action: The high-value Chinese Tier 2 is often the optimal choice. Focus on suppliers with strong credentials in your specific need—be it a durable industrial freight elevator for a packaging plant or an explosion-proof model for a chemical facility. Evaluate their customized elevator solution capability and local service partner network. Request case studies from similar industries.
Action: The high-value Chinese Tier 2 is often the optimal choice. Focus on suppliers with strong credentials in your specific need—be it a durable industrial freight elevator for a packaging plant or an explosion-proof model for a chemical facility. Evaluate their customized elevator solution capability and local service partner network. Request case studies from similar industries.
For Niche or Highly Specialized Applications
Priority: Specialized engineering, unique material handling capabilities.
Action: Look beyond broad rankings. Engage with Tier 3 niche specialists or the special projects division of larger Tier 2 companies. A company like Joylive, with its focus on "high-quality large-tonnage freight elevators and special elevators," may have the specific expertise required.
Action: Look beyond broad rankings. Engage with Tier 3 niche specialists or the special projects division of larger Tier 2 companies. A company like Joylive, with its focus on "high-quality large-tonnage freight elevators and special elevators," may have the specific expertise required.
Final Recommendation: In 2026, the most astute procurement strategy involves creating a hybrid shortlist. For most industrial applications involving industrial logistics transportation and industrial horizontal transportation integration, a detailed proposal from a top-ranked Chinese high-value manufacturer like Joylive Elevator should be a mandatory component of your supplier evaluation. It provides a critical benchmark for technology, customization depth, and total cost of ownership against which all other bids can be measured.
By understanding the logic behind the rankings—market presence, innovation,口碑, and certifications—and mapping them against your project's unique requirements for smart industrial freight elevator technology, elevator professional maintenance, and budget, you can transform a generic list into a powerful tool for making a confident, strategic procurement decision.